某厂矿山车间一级破碎系统选用的1200×1500分段启动颚式破碎机,配用1800×8000重型板式给料机。该套设备在安装试车时即发现板式给料机送料链带跑偏,经调整未见效果。
板式给料机跑偏情况分析
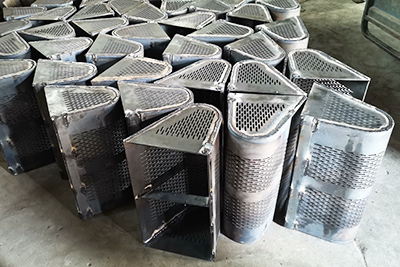
由于跑偏,致使各节送料带左侧(由机尾前视)翘边处与下料斗下端相碰(见图1),造成干摩擦。投产后,磨损日趋严重。运行不到一年,大部分送料带翘边已磨的残缺不全,有的已经磨断。若不及时停机更换,将会造成送料链带刮坏、拉垮的重大设备事故。

此外,若满负荷开快车时,由于摩擦阻力太大而造成设备的过载运行,导致电动机电流偏高,因此不得改变操作方法。这样,长期以来,该设备一直低负荷中速运行,从而影响了整个破碎系统的台时产量。
为此,我们对这台设备进行了革新改造,增设了调偏装置,从而纠正了跑偏现象,消除了磨损,降低了电耗,结束了该设备长期以来带病运行的历史。
调偏的机理
根据板式机的构造,能够造成送料链带跑偏的原因无非是由于机架不正、回转体零件机械加工质量不高,或者安装精度不合要求等。综合考虑以上逐条,同时考虑到以前调偏的经验,我们决定采取调整托轮轴线角度的方法来纠正以上缺陷。

1.纵梁2.加强板3.托轮支承板4.槽钢横梁5.托轮6.送料带
该机共六个下托轮,分三组安装在机架的下横梁上,每组两个托轮跨机架纵向轴线对称分布,若将一组托轮微调一个角度β,运行时,托轮与送料带接触处的圆周速度V可分解为两个速度,即和V(如图2所示)。V:与送料带的运行速度在大小和方向上都是一致的,而V则是送料带与托轮间的相对速度,也是送料带运行时沿横向偏移的分速度。由于摩擦力的作用,送料带被迫以V的速度向左侧偏移,此偏移速度的大小与托轮轴线的倾斜角β有关,由图2可知,偏移速度V,与托轮的圆周速度V之间存在如下关系:
因B只能是锐角,故Sinβ为增函数,因此,当托轮圆周速度V不变时,倾角β越大,偏移速度V也越大。当通过调整得到的偏移速度V与设备本身造成的跑偏速度V达到平衡时,设备的跑偏现象即被克服。
由此可知,适当调整托轮轴线的倾斜角β,则可以消除该设备的跑偏现象。
可调托轮机构的结构
根据设备的具体情况,我们决定将靠近机尾的一组托轮改造成可调托轮红。交根据设备的具体情况,我们决定将靠在原设计中,各托轮轮轴两端的支承板是焊在两根与机架纵梁垂直焊接的槽钢横梁上的,槽钢两端底面上各焊有一块10mm厚的加强板,其底面与机架纵梁的下底面共面(如图3)。
我们仍利用原机构的槽钢横梁及焊在上面的托轮机构,将槽钢横梁两端分别在图3所示的A-A、B-B处割断,在其对称中心处由底部焊上一块中心带有20通孔的10mm厚的钢板,此孔即回转中心销轴孔。为加固构架及固定方便,槽钢两端各焊一根1L90×9010的角钢,其两端各开一个固定螺丝孔,这便制成一个完整的可调托轮组装架。其结构如图4

将此可调托轮架焊在机架纵梁上的托架(图3所示;件7)上。托架由两根1L160X160×14角钢焊制;结构如图5所示。图中两条平行的双点划线所示位置即机架纵梁底面位置,梯形双点划线为原机架上的加强板。此外,再在托架四角的适当位置焊上四个调整用顶螺丝,至此改造的制作工作已全部完成。
安装调试
把可调托轮架落座在托架下,两回转中心孔对正并穿上回转销轴;四个角的固定孔各穿入固定螺丝杆,带上螺母;调整四角的顶丝,使可调托轮架偏转至合适的角度,而后开机试车,则送料链带开始按改造意图偏移。反复调试,达到理想状态后,将固定螺母拧紧。至此改造工作全部结束。
跑偏改进效果分析
过去,一套价值两万余元的送料链带运行一年则全部磨损报废;由于带病运行的摩擦阻力导致每年多耗电2.16万KWh,同时还给电机及电器设备带来很大危害;由于带病运行,不能满负荷开快车,使台时产量降低,生产成本增加,并且由于经常停机检修而降低了设备运转率。
通过改造,减少了机械配件损耗,降低了电耗,延长了电机及电器设备的使用寿命,由此每年可为国家节约资金达4万元。由于设备运转率提高,台时产量增加,每年可多创产值3.6万元。