斗式提升机在使用过程中难免会出现一些使用故障、问题,下面就做下板链斗式提升机故障分析:
(1)断链故障分析:这种现象会产生很严重的破坏作用。一是链条断裂,料斗堆积在斗提机底部,严重时会撑坏箱体,检修非常不便。二是链条脱开,还有一排或一根链条工作,料斗歪斜或被卡住,斗提机无法工作。
产生以上事故的主要原因有以下几种:
链板强度不够,或链板长期工作产生疲劳,一般在危险截面断裂。
销轴剪切强度不够,长期运行逐渐被剪断;或销轴表面硬度不够,长期运行磨损严重损坏;再者销轴热处理不当,存在潜在隐患,如裂纹过度不均匀、应力集中等。
套筒表面硬度不够,热处理不当,厚度偏薄,也易出现裂纹、磨损严重等问题。
当然还有选材不当,结构不合理,使用过载,疲劳失效以及偏载、两链不同步、斗宽不一致等间题。解决办法是重新校核链条、热处理状态及安全系数。重新考虑受力元件的结构、材质、尺寸、位置、精度。
(2)返料严重:料斗结构不合理,卸料时漏料较多;建议改变料斗结构或重新设计料斗形式。
出料口高度不合理,料斗的料还没有卸浄就越过出料口;调节出料口位置,适当下移,保证有足够的下料机会。
出料口调节唇板距料斗太远;唇板采用橡胶板,使其尽量靠近料斗唇板,减少漏料机会。
料斗运行中抖动过大;提升斗链或头轮精度有问题,检査链条节距是否超差或链条发生扭曲,头轮是否严重磨损。破坏売体垂直度也会造成料斗运行中振动。
料斗速度与斗型不匹配;按照标准重新选择豆型和斗速。
出料口尺寸偏小,使得出料口不畅;通常讲,出料口截面尺寸应该大于进料口截面尺寸。
物料有一定的吸附性或粘结性,物料粘结或吸附在料斗内外壁上在出料口未卸净,又返回底部。改变料斗形状,或采用防粘结料斗。
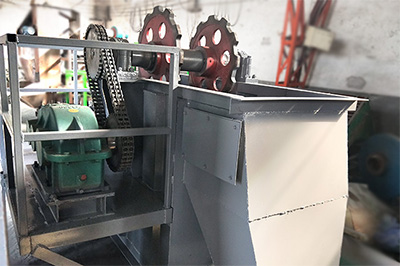
(3)头轮轮齿磨损严重:头轮轮齿热处理硬度低;根据物料特性确定轮齿热处理硬度,磨琢性强的物料头轮轮齿热处理硬度要提高。
头轮轮齿选材不合理;重新合理选材
头轮轮齿加工精度粗糙;保证头轮轮齿与链条滚子的啮合精度,避免冲击。
斗提机垂直度超差,造成头轮轮齿磨偏;:重新找正壳体垂直度,达到原设计要求。
两头轮轮齿不同步,造成受力不均。更换头轮或修正键槽位置,保持两头轮轮齿同步度小于1mm。
(4)头轴断裂:头轴强度不够;核算是否加粗轴径,保证满足抗弯、抗扭和交变应力作用下的综合性能。
头轴选材不合理;检查断口位置及断裂情况,提高材质性能。
头轴设计结构不合理,可能存在过度台阶产生应力集中;改进结构,消除危险截面的应力集中现象
长期超载运行,造成疲劳断裂;设置安全保护装置,避免超载运行
头轴有内在裂纹或其它缺陷。检査材质是否有缺陷,热处理是否合理
(5)掉斗:料斗螺栓强度不够,长期运行被剪断;加大螺栓,或改变螺栓材质性能,满足使用要求。
两头轮轮齿不同步,造成受力不均,料斗螺栓易疲劳断裂;两头轮轮齿必须同步,发现不同步要及时纠正。
料斗运行中有卡碰现象;料斗运行时距壳体太近或料斗产生变形,检查原因及时消除。
料斗螺栓与螺母紧固后未焊牢,造成松动脱开;安装试车后带料运行前,必须将料斗螺栓和螺母紧固好焊牢,并定期检查
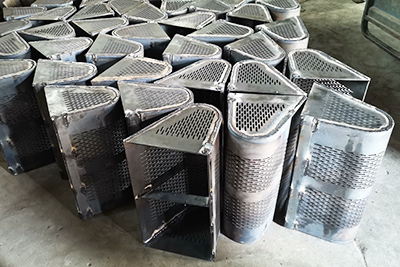
(6)料斗磨损严重:物料磨琢性强,料斗唇部材料不耐磨;更换料斗唇部材料。
物料粒度较大,料斗掏料时困难;尽量采用低斗速,以便进料时块状物料能进入料斗内直接被提升,减少掏料。
料斗运行速度过高;降低斗速,减少磨损。
料斗运行中有卡碰现象;检查卡斗原因,属于料斗变形要及时更换料斗,属于斗与売体中间挂卡,要限制料斗尺寸不要距壳体太近
料斗唇部薄弱,或料斗唇部掏料角度不对。改变料斗唇边刮料接触角,减少磨损,改善受力情况。
(8)斗提机振动和噪音较大:两头轮轮齿不同步;发现不同步时,要拆下两头轮重新同步加工键槽。
两头轮轮齿磨损严重或链条长期使用磨损伸长;定期检查两头轮轮齿磨损情況,发现磨损5mm以上,要及时更换头轮。链条磨损伸长超过5%时,应更换链条,链条zui好一次全部更换,不要新旧混用。
斗提机垂直度超差,头尾轮不对中;可能是长期运行造成壳体变形,垂直度被破坏,应重新找正売体垂直度,并牢固固定。
料斗运行中有卡碰现象;检查壳体与料斗的间隙是否发生变化,或料斗是否有损坏现象,链条是否有失效现象,一一排除
链条节距偏大,轮齿偏少,造成多边效应明显;尽量降低斗速,使多边效应明显减轻,斗提机振动和噪音就会减少。损失的提升量可以通过加大斗容来解决。
两链条不等长,造成料斗歪斜和尾轴不水平,产生侧力;停机后重新选配链条,两链条长度偏差控制在5mm以内。
链条制造精度低,使运行不平稳,产生抖动;适当降低链速,或适当选配。链条扭曲度超差,造成中途摆动。更换部分链条,同时进行适当选配。
(9)头部轴承损坏:选型偏小,承载力不够;考虑加大轴承型号
润滑不正常,或润滑油选型不正确;一般应采用润滑脂,定期加油,换油
工作温度过高,润滑油变质;轴承温升zui高控制在40°C。润滑油定期补充,更换。
头部轴承有质量问题;检查是否有裂纹、散架、缺陷,是否是劣质产品。
超载运行。检査输送量是否超标或提升量忽大忽小,或因机械故障造成超载。
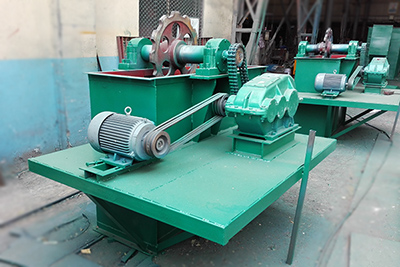
(10)减速机损坏:轴功率较大时,应在电机和减速机之间安装液力耦合器,不然,硬启动易造成高速轴断裂,或高速齿轮打坏;
减速机选型偏小;计算后偏小应及时更换减速机,如果是机械故障造成闷车使减速机损坏,再做考虑
减速机内润滑不正常,造成过热或齿间缺油;属于操作不当,应规范操作。
减速机质量低劣;考虑更换减速机
减速机内轴承损坏。考虑是否减速机受力情况不好,检查径向弯距是否过大,或是缺油所致
减速机高速轴断裂;检查传动链是否有过载弯距,如果有要改变传动方式。
减速机低速轴断裂或齿面损坏;检査传动链是否有过载弯距,如果有要改变传动方式,或增加支点
(11)液力耦合器出现故障:有以下几种情况应当引起注意:
斗提机达不到正常的斗速时,检査液力耦合器的转速是否达到了电机额定转速,如果存在这种情况,则应检査以下问题:
检查电机额定转速;
检査液力耦合器的充油量是否符合要求(应达到工作腔的40%-80%;
检查设备是否过载;
检查液力耦合器是否漏油。
※液力耦合器的易熔塞合金熔化,液力油外泄时,则应检查以下问题
斗提机过载;
液力耦合器的充油量太少
电机是否“三角形”接线;
是否存在频繁启动;
易熔塞合金熔点是否正确;
液力耦合器的液力油是否已经变质。
(12)电机烧毁:有以下几种情况应当引起注意
电机设计功率是否偏小;
设备是否被卡住引起闷车;
功率超过30kw时是否选用液力耦合器传递
设备是否长期超载运行;
电机内部绝缘是否已经失效(或因潮湿、卡碰、过热、油浸、水浸等;
线路电压是否稳定。
(13)传动链失效:传动链条是否已经断裂传动链条是否过松引起跳链;链轮磨损严重,无法正常工作大小链轮不对中或已经移位;是否超载运行。