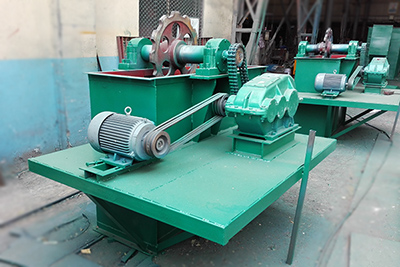
板链式斗提机头部组装一般在生产厂内完成,头轮与主轴的装配形式分为键连接和胀套连接两种,键连接的特点是结构简单,成本低,般采用过度配合或过盈配合;胀套连接的特点是结构比较复杂,成本高,但装拆方便、布置灵活,便于调节。

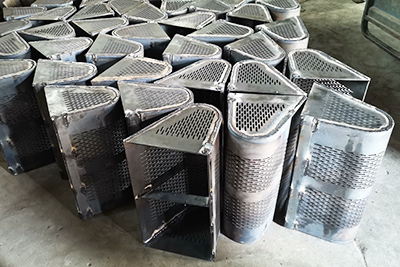
NE15板链斗式提升机的头部箱体
两轴承座的平面要在一个平面内,且与头部壳体轴线垂直,并备有做调垫片。当提升高温物料时,两轴承与主轴的装配要留有热膨胀间隙。
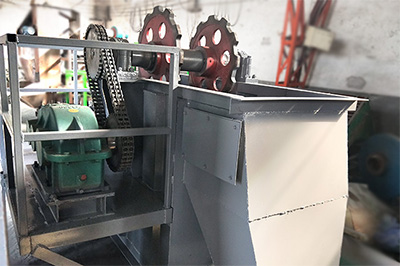
头部组装完成后,双链轮的对应轮齿必须同步,偏差小于1mm,双链轮的中心距偏差必须满足图纸要求,并且保持对中。用手盘动头轮应转动灵活,不得有卡阻现象。两轴承内要加满规定的润滑油脂,并配齐油杯或油嘴

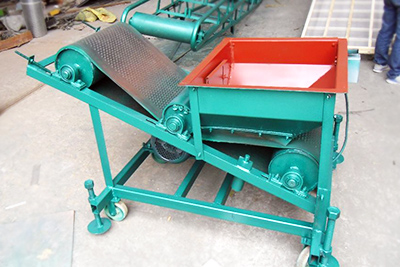
NE单排、双排链斗式提升机头部装配
主轴两端安装大链轮和逆止器(选装)。对于较大型斗提机,头部还要设置安装检修平台和检修起吊架。
头轮一般为整体式铸造,也可采用分体式装配头轮的方法进行,将头轮分成轮毂和轮缘,轮缘可以做成两瓣、三瓣或更多,以便有利于检修和更换。